



一、前言
现代科技领域中,计算机技术和自动化技术是发展最快的两个分支,工业自动化技术的广泛应用能够提高企业生产的技术水平、节能降耗、促进生产的柔性化和集成化。工业自动化根据生产过程的特点可分为连续过程自动化和离散过程自动化以及间歇过程自动化。连续过程自动化的对象是流程工业,而空分装置就是其中的一种。本文阐述的是集散控制系统在空分装置中的应用。
二、空分装置生产工艺简介
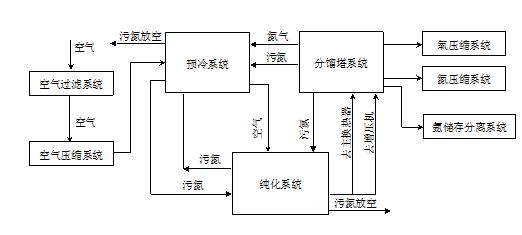
其工艺过程是连续低温的空气物理分离过程。该制氧流程采取了目前较先进的分子筛纯化器及增压透平膨胀机流程。其简要过程如下:
空气经过压缩、净化、冷却和液化,利用氧氮组分的沸点不同(在1标准大气压下,氧的沸点为90K,氮的沸点为77K。),在精馏塔的塔板上气液两相接触,进行质、热传递。高沸点的氧组分不断的从蒸汽中冷凝成液体,低沸点的氮组分不断的从液体中转入蒸汽中,使上升蒸汽中氮的含量不断增加,而冷凝液中的氧含量越来越高,达到合乎要求的氧气和氮气,从而使氧氮分离。
 |
三、空分系统的生产方案及实施
在整个空分的生产装置中,大部分控制回路是常规控制,在这里就不再详细描述。整个空分系统控制的难点和重点是纯化系统中电磁阀的切换控制。对于其他设备,如空压机、膨胀机、氧压机、氮压机等,主要实现工艺参数的报警和联锁保护功能。下面分别具体介绍空分控制的实现手段。
1、 空气纯化系统的自控
空气是多组分的混合气体,除氧、氮和稀有气体外,还含有水蒸气,CO2,乙炔和其他碳氢化合物,并含有灰尘等其他固体杂质。这些进入空分装置会带来较大的危害,水蒸气和CO2会首先冻结析出,堵塞设备和气体通道,乙炔和其他碳氢化合物可能会导致爆炸事故的发生。因此在空气进换热器前需进行纯化,除去含有的杂质,保证后序工段的安全,分子筛纯化器自动控制的好坏直接影响到整个空分生产过程的好坏。
各电磁阀都有确定的开关状态,下一步工作的开始依赖于时间和上一步阀门动作是否到位的状态反馈,时间或状态反馈不满足要求,电磁阀将维持原有状态。主要考虑安全、控制模式和功能设置三个方面。
2、 空压机、膨胀机、氧压机、氮压机等设备的控制
空压机、膨胀机、氧压机、氮压机等设备在整套空分装置中有着举足轻重的地位,DCS系统对它们的控制大致相同,下面以空压机为例进行简单介绍。
对空压机的控制主要以报警和联锁动作为主,如轴承温度、轴位移、润滑油压力的报警和联锁、润滑油温度、油箱油位和报警,同时对测量信号进行判断,防止因信号问题而发生联锁动作。
当超压的情况解除,确认各种工艺指标均在正常状态下,才能够通过人工手动复位电磁阀重新控制调节阀的开度。
3、氧含量自控系统
目前制氧精馏塔的控制基本上一双级精馏塔为主,其工艺过程自动控制的要求也较低,一般只要求下塔液位的自动控制,以及对液空节流阀、污液氮节流阀、液氮节流阀的简单控制。其中氧气纯度的自动调节系统在国内少有先例,主要原因是影响氧气纯度的因素很多,且相互关联。最重要的一点是各个阀门协调动作的幅度很难确定。目前精馏过程的参数相互关联耦合,很难建立精确、合理的数学模型。故在多次征求厂方工艺人员和操作人员的建议和想法后,与同事们经过多次的商讨,对氧纯度调节系统,我们采用了基于专家经验的智能模糊控制,其基本结构如下图所示:
在具体生产过程中,影响氧气纯度的主要有三个因素:液空的氧含量、主冷液位、产品氧气量。当液空的氧含量下降时,产品氧纯度也要下降,主冷液位偏低时,换热不充分,氧纯度也要下降;当产品氧气量偏大时,在一定的氧制取率下,氧纯度也要下降。
其中液空液位采取定值控制,调节液空纯度的污氮节流阀,调节膨胀空气量的调节阀,调节氧气产品的调节阀的输出采样基于专家系统的智能模糊控制。