



前 言
根据国家经贸委发布的《“十五”工业结构调整规划纲要》,2002年5月中国轻工业联合会提出了我国造纸工业结构调整具体建议,其中指出:近年国家始终把造纸工业作为重点支持的基础产业,使得全行业技术装备水平和生产能力有了进一步提升。加入WTO后,我国纸张进口关税税率将由目前的15%左右,逐步下调到5%左右,对造纸工业的各方面的冲击将是很大的,面对国内国外激烈的市场竞争,我国造纸业行业整体结构调整任务十分艰巨,要采取积极的应对措施。
在计算机、网络、控制方面的技术优势应用于制浆造纸过程以提高造纸业行业在入关后的竞争实力,以科技创新优化现有科技配置、促进造纸行业社会效益和经济效益提高也是霍尔尼公司不懈追求并以之为己任的追求目标。
工艺概述
l 制浆
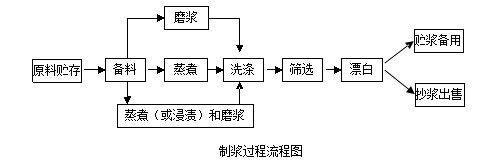
制浆造纸工业中的制浆是指利用化学方法、或者化学和机械相结合的方法,使植物纤维原料离解变成本色制浆或者漂白制浆的生产过程;包括下列的基本过程:
l 碱回收
对于制浆过程比较常用的碱法制浆是将烧碱(或硫化碱)溶于蒸煮锅中通蒸汽煮成的,纤维不溶于碱而成为纸浆,约有一半多非纤维物质溶于碱液并由纸浆中分离出来,成为碱回收的原料——“黑液”,制浆黑液的碱回收是变废为宝、效益显著的综合利用工程,是造纸厂治理水污染的首要措施,黑液回收碱包括黑液提取、蒸发、燃烧、苛化、石灰回收等过程。

l 废纸制浆
废纸是重要的可再生资源,废纸的回收利用是解决造纸工业面临的原料短缺、能源紧张和污染严重等三大问题的有效途径。目前,我国使用废纸作为主要原料生产箱纸板的厂家越来越多。

l 造纸
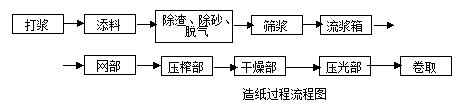
造纸是指将纸浆抄造成纸产品的过程。在整个工艺流程图中大体可分为打浆、添料、纸料前处理和流送、纸(或纸板)抄造和整理四个阶段。
除了以上基本过程外,还包括一些辅助过程,如:蒸煮液的制备,漂液的制备,蒸煮废气和废液中化学药品与热能的回收利用以及废液的综合利用等。此外,还包括有中段废水(主要指浓缩机废水和漂后洗涤废水)的处理和废纸回用等。
关键控制技术
制浆过程
 蒸煮: 蒸煮过程是造纸生产中十分重要的一个环节,它将造纸的原材料——木片、竹片或草类等置于反应釜、即蒸煮锅内,在一定的温度、压力和化学药液的作用下,经过复杂的化学反应,脱去原材料中木质素或草质素,分离出纤维素,对于一个十万吨的造纸厂,蒸煮得率只需要提高1%,工厂就会增加几百万的年效益,我们在蒸煮过程的技术优势体现在以下方面:
蒸煮: 蒸煮过程是造纸生产中十分重要的一个环节,它将造纸的原材料——木片、竹片或草类等置于反应釜、即蒸煮锅内,在一定的温度、压力和化学药液的作用下,经过复杂的化学反应,脱去原材料中木质素或草质素,分离出纤维素,对于一个十万吨的造纸厂,蒸煮得率只需要提高1%,工厂就会增加几百万的年效益,我们在蒸煮过程的技术优势体现在以下方面:
n 可靠的顺序控制方式:针对间歇蒸煮过程工艺特点制定自动顺序控制操作方式大大减轻了操作工人的劳动强度,增加了工艺过程顺序控制的可靠性;
n 最佳蒸煮温度控制:升温曲线优化算法能够在各种原料蒸煮过程中给出最佳的温度设定曲线;
n 平稳总蒸汽流量控制:通过抑制或叉开各间歇蒸煮器的用汽高峰等手段平稳总蒸汽流量;
n 蒸煮终点自动预报:基于工程化数学模型的软测量技术在线计算H因子,按照进料、进液情况和H因子变化在线估计纸浆的Kappa值,并且根据Kappa自动预报蒸煮终点。
 洗涤、筛选与净化: 来自蒸煮工段的粗浆,含有大量蒸煮废液和少量粗渣、泥沙等杂质,因此必须经过洗涤、筛选净化等处理过程,以获得符合质量要求的纸浆,并对废液、废渣加以回收利用。洗浆的目的一是把纸浆中的黑液洗干净以利用后续工序的顺利进行;二是尽可能获得高浓度的黑液,以利蒸发回收;筛选净化是出去未蒸解的木片、木节等粗渣和砂石。目前大多数工厂采用多台串联的真空洗浆机或压力洗浆机逆流洗涤,以提高洗浆效果。筛选净化常用的设备为筛选机和锥形除砂器,我们在纸浆洗涤、筛选与净化过程技术优势体现在:
洗涤、筛选与净化: 来自蒸煮工段的粗浆,含有大量蒸煮废液和少量粗渣、泥沙等杂质,因此必须经过洗涤、筛选净化等处理过程,以获得符合质量要求的纸浆,并对废液、废渣加以回收利用。洗浆的目的一是把纸浆中的黑液洗干净以利用后续工序的顺利进行;二是尽可能获得高浓度的黑液,以利蒸发回收;筛选净化是出去未蒸解的木片、木节等粗渣和砂石。目前大多数工厂采用多台串联的真空洗浆机或压力洗浆机逆流洗涤,以提高洗浆效果。筛选净化常用的设备为筛选机和锥形除砂器,我们在纸浆洗涤、筛选与净化过程技术优势体现在:
n 纸浆洗涤、筛选净化过程的自动控制: 面向各种洗涤、筛选净化装置,对洗涤过程各段的压力差,洗涤槽液位以及进浆流量、浓度、洗涤水流量以及筛选净化过程进浆流量、浓度进行自动控制;
n 先进的控制算法: 以纸浆残留碱极小和黑液浓度极大为目标优化洗涤过程,采用在线滚动优化方法,并辅之以模型反馈校正技术,使系统在满足工艺约束条件下运行在最优状态;
n 可靠合理的操作方式: 为保护泵、电机安全设计必要的监控、故障诊断以及合理的联锁保护方式,保障生产有序、安全运行。
l 漂白工段: 经蒸煮和洗涤后的纸浆均有一定的颜色,漂白过程的主要任务是用漂白剂与纸浆进行比较温和的化学反应的方法继续除去纸浆中的部分木素、色素或者使色素脱色;在获得均匀的所需白度的同时尽可能减少对纤维的降解作用,保证纤维强度,尽可 能减少漂白剂和洗涤水的用量以达到节约和减少污染的目的;针对典型的C(氯化)、E(碱处理)、H(次氯酸盐)三段漂白,实现纸浆过程自动控制。
能减少漂白剂和洗涤水的用量以达到节约和减少污染的目的;针对典型的C(氯化)、E(碱处理)、H(次氯酸盐)三段漂白,实现纸浆过程自动控制。
碱回收过程
蒸发: 蒸发是把化学制浆过程中分离出来的黑色低浓废液(固形物含量10%左右)通过蒸发的方法浓缩成符合燃烧要求的浓黑液(固形物含量为50%左右),针对多效黑液蒸发系统的复杂性,我们采用优化控制以有效提高蒸汽利用率和生产效率、降低能耗,系统先进性主要体现在:
n 蒸发过程自动控制: 为保证后续燃烧过程的稳定生产,延长设备的清洗周期,以黑液浓度和流量为中心对黑液多效蒸发过程实行有效的自动控制;
n 先进控制算法: 对于蒸发过程复杂的工艺特点以及非线性、强耦合、大滞后的双输入双输出对象特性,采用前馈+反馈预测控制算法,降低对模型依赖性并实现在线滚动优化控制;
n 结垢故障预测预报: 黑液蒸发过程会逐渐使设备、管道结垢,结垢将影响蒸发器的正常工作和降低生产能力,因此当热效率降低到一定程度后必须进行水洗或酸洗除垢才能重新工作。系统从蒸发静态模型出发,采用软测量技术间接预测蒸发器的传热系数预报清洗时间。
燃烧: 蒸发过程浓缩后的黑液送到燃烧过程的直接接触蒸发器中,利用烟气和余热进一步把浓黑液浓缩供燃烧。燃烧过程的目的是回收无机化学用品,有机物燃烧产生的热量以蒸汽方式回收,并在燃烧过程中把补充的芒硝还原成Na2S,减少废气和沸水对环境的污染。我们在燃烧过程的技术优势主要体现在:
n 燃烧过程自动控制: 系统根据燃烧过程工艺特点,实现黑液系统、燃烧系统、锅炉引风系统、给水和蒸汽系统、绿液余流等子系统自动控制;
n 适合特殊要求的控制策略: 在特殊燃烧过程数学模型基础上,开发了还原区温度自寻优控制策略,提高回收率的优化控制策略;通过对特殊燃烧过程的机理分析,按照能量和物料平衡原则确定碱回收炉燃烧过程控制策略;以自动寻找还原区优化温度为目标,控制燃烧炉底部进风量以获得最优回收率;
n “黑炉”监控: “黑炉”是碱回收炉生产操作过程中一个特殊又具有很大危险性的故障,由于黑液燃烧的复杂性加之回收过程中形成的垫层,使黑液燃烧的正常与否与黑液的性质及其状态存在很大的关系,这些影响因素往往难以检测与控制,系统根据已知工艺参数,设计了一套“黑炉”检测、预报及消除控制方案,以保证碱回收炉正常运行。
苛化和石灰回收: 苛化过程是化学反应过程,把绿液中的硫酸钠与石灰作用生成蒸煮所需的苛化纳,石灰回收过程的作用是把苛化过程中分离的白泥(碳酸钙)在高温下焙烧成石灰(氧化钙)供苛化过程回用,石灰回收过程的主要目的是在保证焙烧问题的条件下提高热效率、以最少的燃料消耗获得高质量的石灰,系统实现苛化和石灰回收自动控制。
废纸制浆过程
根据废纸的种类和废纸纸浆的要求以及生产规模,废纸纸浆生产线的具体工艺和设备选型会有所不同,围绕高效、节能、节约劳动力、提高产品质量、减小原材料损失和减轻污染负荷等方面进行技术改进,我们在废纸制浆过程控制系统的技术优势体现在:
n  组合碎解系统顺序控制: 在这个过程中系统对于各类阀门、泵的开关操作比较频繁,并要保证定时定量,如果用人工操作劳动强度大而且很难保证不受人为因素的影响而导致干扰碎浆的质量,因此采用自动控制对于生产的正常进行是必不可少的,顺控图编程方式可以实现碎解系统的自动运行,自动计算各种物料加入量,并采取合理的联锁设计,充分利用计算机控制系统的可靠性,杜绝人为误操作,提高生产效率,确保碎浆质量;
组合碎解系统顺序控制: 在这个过程中系统对于各类阀门、泵的开关操作比较频繁,并要保证定时定量,如果用人工操作劳动强度大而且很难保证不受人为因素的影响而导致干扰碎浆的质量,因此采用自动控制对于生产的正常进行是必不可少的,顺控图编程方式可以实现碎解系统的自动运行,自动计算各种物料加入量,并采取合理的联锁设计,充分利用计算机控制系统的可靠性,杜绝人为误操作,提高生产效率,确保碎浆质量;
n 纤维分级过程自动控制: 通过对工艺流程操作分析和过程扰动分析,采用排渣顺序控制、纤维分级功率控制、仅将压力控制系统等控制方案,采用先进的DCS实施上述控制系统,并对其他重要参数进行过程监控和报警;
n 热分散过程自动控制: 热分散过程是废纸制浆造纸过程中一个极重要的过程,它采用蒸汽加热的方式分散纸浆中的热溶性物质,针对热分散过程工艺特点,设置了热分散盘隙控制系统、预热器温度和蒸汽压力选择性控制系统、热分散过程顺序控制系统安全可靠实现热分散过程自动控制。
造纸过程
打浆: 打浆是纸浆通过机械作用以改变其物理特性的加工过程,需要控制的主要指标是打浆度(ºSR),影响打浆度的主要有打浆设备的形式及其定子与转子的刀间间距,纸浆浓度和通过量,通过打浆过程自动控制实现:
n 打浆过程优化控制: 依据比边缘负荷理论(SEL理论)建立打浆过程比能量和比负荷动态关系实现打浆过程优化控制;
n 成浆质量软测量技术: 根据软测量技术原理和打浆理论建立成浆打浆度和湿重模型预报成浆质量。
 造纸: 造纸过程是纸浆经打浆后通过上网脱水、压榨、烘干形成成纸或纸板的抄造过程。造纸过程是一个复杂的传质传热过程,造纸机械无论从结构上(长网、圆网、复合型)、抄造纸张的速度上、抄造纸张的宽度与定量大小差别又很大,上海霍尔尼自动化系统公司经营多年来在造纸过程控制领域的研究成果及丰富的实践开发经验,能够为各种类型的纸机提出最适合工艺特点的整体解决方案以提高产品质量、节约原料、降低成本、提高自动化程度与企业经济效益:
造纸: 造纸过程是纸浆经打浆后通过上网脱水、压榨、烘干形成成纸或纸板的抄造过程。造纸过程是一个复杂的传质传热过程,造纸机械无论从结构上(长网、圆网、复合型)、抄造纸张的速度上、抄造纸张的宽度与定量大小差别又很大,上海霍尔尼自动化系统公司经营多年来在造纸过程控制领域的研究成果及丰富的实践开发经验,能够为各种类型的纸机提出最适合工艺特点的整体解决方案以提高产品质量、节约原料、降低成本、提高自动化程度与企业经济效益:
n 配料过程自动控制: 不同的纸浆、填料、胶料、染料等添加物料,以一定的百分数配比形成混合浆,以适应抄造不同要求的纸种。配料过程分为间歇和连续两种形式,根据不同工艺特点,采用比值控制确保浆料混和符合要求;
n 造纸过程自动控制: 针对造纸过程复杂的工艺特点,实现了纸浆浓度、流量控制、流浆箱液位和总压头控制、蒸汽压力、冷凝水控制等造纸全过程自动控制;
n 可靠安全的电机联锁控制: 控制造纸全过程中按照生产工艺流程要求控制电机操作,实现监控、故障诊断、报警和联锁保护保证安全生产;
n 先进的纸张质量控制系统: QCS系统主要由计算机、扫描架及传感器、执行机构三大部分组成,是计算机技术、核测试技术、应用光学、精密机械制作技术等在造纸工业的综合应用,高性能的QCS系统已成为纸厂必不可少的选择,对造纸生产过程中定量、水分两个参数进行在线连续測量、控制和管理。
典型控制方案
制浆过程控制系统
根据磨浆和蒸煮方法的不同,制浆方法可以分为机械法、化学法或化学机械法,其工艺特点和控制方案均有所不同,这里我们以碱法制浆为例介绍制浆过程工业控制解决方案。
l 蒸煮过程
蒸煮过程计算机控制系统提供可视化的监控画面,取代和集成模拟仪表盘,实现各类开关量及模拟量的手、自动控制,联动、互锁操作,以及报警等功能;实现蒸煮过程温度、压力自动控制,并建立蒸煮过程的数学模型,实现Kappa值软测量,预报蒸煮终点;实现在线辨识、优化及故障诊断、仿真,以及外围辅助设备的控制;提供完善的各类实时数据及分析报表,供工艺及生产决策部门参考;友好易用的交互界面,便于用户的学习和使用;模块化设计,易于满足不同用户的要求。
l 纸浆洗涤、筛选净化过程
洗涤过程计算机控制系统,以纸浆低残留碱和黑液的高浓度为目标,针对压力洗浆机洗涤过程,在对影响洗涤指标——洗净度、置换比、稀释因子、黑液浓度的有关参数如进浆流量、进浆浓度、压力差、浆槽液位、洗涤水流量及温度进行自动控制的基础上,同时对纸浆洗涤装置纸浆碱度和黑液浓度实行优化控制;筛选净化控制系统主要被控变量为进浆流量与浓度。
洗涤、筛选净化过程计算机控制系统稳定了生产,使纸浆残碱含量与残渣明显降低,黑液浓度显著提高从而增加了碱回收率、降低黑液蒸发时的能耗,减少洗涤热水用量。
l 纸浆漂白过程
现代化漂白过程都是由多段漂白组成的连续化学反应。典型的基本系列是C(氯化)、E(碱处理)、H(次氯酸盐)三段漂白。漂白过程计算机控制系统实现漂白过程各主要参数自动控制:(1)纸浆的浓度和流量;(2)浓度一定的各种漂白剂和化学药品(氯气、液碱、次氯酸盐漂液)的流量;(3)漂白温度;(4)漂白塔的浆位(通过控制漂白塔浆位间接控制漂白时间);(5)真空洗浆机浆槽液位和洗涤用水量等等。
碱回收过程控制系统
l 蒸发过程
在多效蒸发设备中及流程一定的条件下,影响黑液浓度的因素主要是进效稀黑液的浓度、流量以及蒸发设备中各效的总有效温差。为了达到稳定黑液出效浓度、提高热效率的目的,系统控制如下参数:(1)进效稀黑液浓度和流量;(2)出效浓黑液浓度;(3)进效新鲜蒸汽压力和流量;(4)出末效二次蒸汽真空度;(5)出效黑液的液位;(6)出效冷却水液位等等。
通过对蒸发过程的控制保证进效黑液流量、加热蒸汽压力、蒸发器内液位等的稳定,使黑液的浓度和流量达到工艺要求,维持后续燃烧过程的稳定和黑液的正常流动,减轻结垢速度,保证了高效、经济、降耗,延长了设备的清洗周期和使用寿命。
l 燃烧过程
在燃烧过程计算机控制系统中需要监测和控制的参数主要有:
(1) 黑液系统:调节黑液的浓度和流量从而稳定燃烧燃料的供应量;调节黑液的温度从而稳定粘度,保证喷射分散均匀;
(2) 燃烧系统:调节送风流量,并与黑液流量组成配比控制系统以保证黑液充分燃烧又不至于造成过多的热损失和碱损失;
针对以碱回收炉为核心的特殊废热锅炉,将稳定、安全运行、最高还原率、最高热效率作为主要控制目标,我们设计还原区温度自寻优控制策略、碱回收炉过氧量自适应跟踪控制系统、避免“黑炉”现象的安全保护系统等。
l 苛化过程
系统根据苛化过程工艺特点,为了使苛化反应顺利进行,提高苛化率,设置绿液浓度、流量控制、石灰加入量控制、反应温度控制、苛化器出口液位控制、白泥过滤和白泥澄清洗涤水温控制、白泥浓度、流量控制等子系统。
l 石灰回收过程
在石灰回收过程中,系统主要的设置的控制系统有:(1)白泥进料时的水分控制、进料量控制;(2)燃油流量控制、焙烧温度控制、一次风量与燃油流量控制配比系统、氧量控制系统;(3)转窑内引风压力控制系统等。
废纸制浆过程控制系统
典型的废纸工段主要包括:(1)碎解:将原料用水力碎浆机碎解成浆;(2)粗筛:通过压力筛、振动平筛等去除纸浆中的较大杂质;(3)细筛:以锥形除砂器和压力筛进一步筛除纸浆中的较小杂质;(4)浓缩和分散:纸浆通过纤维分级器,分为长纤维和短纤维,短纤维经浓缩直接到短纤维浆塔内储存,而长纤维经浓缩与热分散处理后,经盘磨机进一步打浆,再送入长纤维浆塔内储存。
根据典型的废纸制浆过程工艺,我们设置的控制系统主要有:
(1)利用自动控制系统替代原先劳动力最多的废纸捆自动剪铁丝系统和铁丝自动排除系统,并通过自动控制使得能耗和化学药品消耗达到最优化;
(2)针对排渣这一典型的顺序控制系统,设置上下两个开关阀顺序控制动作,并可根据实际要求调整集渣、排渣、冲洗时间;
(3)废纸工段采用的压力筛采用差压-液位控制,当压力筛两段差压在正常范围内时,压力筛出口阀由浆池液位来控制,差压高于上限值时,则关闭阀门,利用浆料反冲使差压返回正常范围;
(4)浆板车间面层、芯层、底层中长、短纤维的配比直接关系到成纸质量,三个浆池都采用长、短纤维流量比值控制,浆池液位控制短纤维流量,而长、短纤维流量之间按质量要求呈比例控制;
(5)配合现场盘隙控制器,盘隙检测信号被引入DCS在控制室内实现监控,在盘隙过小时有报警和盘隙后退信号;
(6)设置预热器温度和蒸汽压力选择性控制系统,防饱和算法保证选择性控制正常实施,并设置有关的联锁保护系统。
(7)为使系统正常运行,设置开停车的顺序控制系统。
造纸过程控制系统
l 打浆过程
打浆是纸浆通过机械作用以改变其物理特性的加工过程,需要控制的主要指标是打浆度(ºSR),影响打浆度的主要有打浆设备的形式及其定子与转子的刀间间距,纸浆浓度和通过量。
打浆过程自动化控制方案分为以下几个部分:
打浆设备控制——目的是保证打浆机正常运行避免定子转子之间的机械接触;
过程控制——设置纸浆浓度和流量自动控制系统以稳定打浆条件;
质量控制——利用比边缘负荷(SEL)理论对单位重量绝干浆料磨浆所消耗的有效能量来估算比能量,通过控制比能量来控制打浆质量。
l 配料过程
指不同的纸浆、填料、胶料、染料等添加物料,以一定的百分数配比形成混合浆,以适应抄造不同要求的纸种。配料过程控制方案主要有连续和间歇两种系统,
连续:
(1) 流量控制系统:浆料和添加物料的浓度在送到配比系统前已经调节稳定,设置流量控制系统调节进浆流量;
(2) 比值控制系统:三种纸浆经配比后流进混合池,而填料等添加物料加到纸机浆池,常把配料系统分为浆料配比和添加物料配比二段,在这两段过程中分别设置比值控制系统进行配比控制;
(3) 液位调节系统:配比控制浆料流量控制混合浆池液位;调节从混合浆池来浆总流量控制纸机浆池液位。
间歇:
三种浆料和添加物料在混合浆池中混合,由于浆池加入体积较大,使用混合池的液位法去计量加入量,采用顺序控制的方法控制各种配料用量,根据加入顺序发出信号开关各种物料调节阀。
l 造纸过程
造纸过程是一个多容量的复杂控制对象,造纸过程DCS控制系统主要的控制参数为:
(1)纸张定量,包括与之有关的上网纸料的浓度、流量和pH值;
(2)纸张水分,包括与之有关的蒸汽和冷凝水系统的压力、压差和液位;
(3)流量箱液位压力和唇口开度;
(4)造纸机正常运行参数:如纸机车速、铜网位移、断纸处理等。
造纸过程DCS控制系统由以下部分组成:
纸浆浓度控制: 造纸过程DCS控制系统将浓度较高的不稳定浆料自动稀释并稳定到工艺要求的设定浓度;
纸浆上网绝干量控制: 造纸过程DCS控制系统将浓度较高的不稳定浆料自动稀释并稳定到工艺要求的设定浓度,用瞬时浓度与瞬时体积的乘积得到绝干浆流量,在线控制电动球阀的开度,将绝干浆流量控制在设定值,得到稳定的上网绝干量流量;
气垫式流浆箱液位和总压头控制: 纸料在上网前必须分散均匀,然后以一定浆速喷到运行的纸网上,浆速和网速要保持一定的浆速比,浆速比调节通过控制总压头和浆料液位实现。系统通过调节进浆量控制总压头,通过调节气垫稳定液位;
蒸汽压力、冷凝水控制系统: 湿纸浆进入干燥部与烘缸接触干燥,要求干燥温度按照一定规律变化,要在生产过程中得到合适的干燥曲线,首先要选择好烘缸的分组和各组烘缸个数,其次是用计算机控制系统去调节和稳定干燥曲线。为了便于排除烘缸内的冷凝水,还必须保证烘缸内气压和冷凝水水箱汽压之差。造纸过程DCS控制系统根据干燥曲线控制主蒸汽压力、三段蒸汽压力与各段蒸汽压差,控制汽水分离器液位与流量、冷凝水箱液位与流量等参数;
断纸处理: 断纸信号与三段蒸汽控制相互联锁,根据断纸出现位置自动设定烘缸蒸汽降压值,待接纸处理后恢复正常汽压;
电机联锁控制: 控制造纸全过程中按照生产工艺流程要求控制电机操作,保证安全生产。
我国造纸企业众多,制浆造纸工艺也各不相同,这份解决方案仅以典型的制浆造纸过程为例介绍我们在制浆造纸过程工业控制所取得的成绩,我们诚挚希望这份资料能对广大用户有所借鉴。并期望能以我们的工程服务在推进造纸企业信息化技术改造的大潮中尽一份绵薄之力。