



一、 前言
聚氯乙烯树脂(PVC)是我国重要的有机合成材料,其产品具有良好的物理性能和化学性能,广泛用于工业、建筑、农业、日用生活、包装、电力、公用事业等领域,作为氯碱工业最大的有机耗氯产品,PVC对氯碱工业的碱、氯平衡和发展也具有极其重要的作用。
由于PVC生产过程为间歇式分阶段递进模式,要求按设定的温度、设定的时间进行反应,因此控制难度很大。以往,很多厂家都是用常规仪表采用人工手动操作,控制效果差,致使PVC质量不稳定。若能采用计算机控制技术对PVC聚合过程进行实时自动控制,不但能解决上述存在的问题,而且可减轻操作人员的劳动强度,提高自动化水平,稳定生产。集散控制系统(DCS)综合了计算机技术、控制技术、通信技术和人机界面技术。DCS的日益完善为PVC聚合反应自动控制的实现提供了极大的便利。
二、 生产工艺简介
PVC的聚合基本方法有四种:悬浮聚合、乳液聚合、本体聚合和溶液聚合,目前我国主要采用悬浮法生产PVC。
以下主要介绍悬浮法的生产工艺。
悬浮聚合是把氯乙烯(VC)在水(含分散剂)中激烈搅拌,使之分散形成小珠状悬浮于水中,由溶于单体不溶于水的引发剂引发聚合,聚合物以粒状沉析出来的一种方法。
工艺流程图如下:
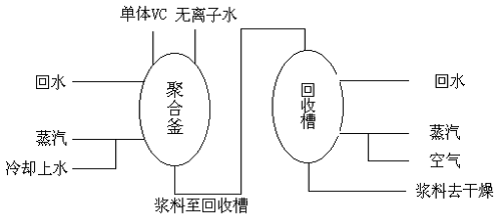
PVC聚合釜的生产过程从定量加入参加聚合反应的各种物料开始,经过冷搅拌,加热升温,按设定的温度、设定的时间进行反应,反应按不同产品型号经历数小时,甚至十几小时不等,然后降温(降压)排料。在这种间歇生产控制过程中,从原料进料到产品出料,每一步操作都有规定的要求,每一步转移都必须满足一定的条件,这种工艺对象的控制难度很大,要求控制系统的功能强、控制方案的整体性好,整个控制过程必须前后贯穿,能够自动识别生产状态按步骤向前推进,完成聚合反应的整个生产过程。
在PVC聚合反应过程中,有效地控制聚合釜的进料和聚合反应温度是生产合格PVC产品的关键,其中聚合反应温度的控制尤为重要。因此,在实际生产过程中,对温度控制要求很严格。对不同产品型号,工艺上的温度控制要求有所不同,相应的控制策略也有所差异。
对乳液共聚类产品,其生产过程从定量加入参加聚合反应的各种物料开始,经过冷搅拌,加热升温,然后进入正常聚合反应阶段,反应期间保持釜内温度恒定,具体包括以下五个阶段:进料、升温、保温、降温、出料。
三、 行业现状
目前国内悬浮法PVC生产厂家经过几十年的消化和吸收国外的技术,先后研制成功了13 M3、30M3、48M3和70M3等悬浮法PVC生产装置,获得了较好的经济效益。与此同时,霍尔尼公司利用自身控制技术的优势,将大釜技术小釜化,积极推广小釜的密闭进料、釜底注水、全自动批量控制等先进技术。
四、 控制难点
目前,各PVC厂商为了提高反应釜的单产和质量,一般都采用密闭进料工艺,要求控制系统顺序定量加入各种生产原料,快速升温,平稳过渡到反应温度,反应过程中进行釜底注水提高产品质量,反应结束后自动加入终止剂,自动出料,控制系统根据分离槽压力自动进行VCM回收,自动涂布等。而这些就要求控制系统必须具有批量管理功能,实现配方的管理和顺序生产过程的调度,具有功能强大和丰富的人机对话功能、故障处理机制、多个反应釜间的任务分配和协调管理功能、设备管理功能和事故紧急处理等。对自动加料的控制精度和稳定性、快速升温和平稳过渡,聚合反应温度控制等有很高的要求。
五、 控制方案及实现
PVC聚合过程计算机自动控制的目的是,保证PVC产品的质量稳定,降低产品损耗,而且由于稳定生产,还可增加产量,减少能耗,在提高劳动生产率的同时,工人的劳动条件也得到充分改善。某厂的PVC聚合装置自动控制系统由以下几个子系统组成:
1. 聚合釜进料控制;
2. 聚合釜温度控制;
3. 聚合釜釜底注水控制;
4. 自动出料及回收系统控制。
上述子系统中,聚合釜进料控制采用批量自动控制,聚合釜温度采用自动控制,由于控制方案比较复杂,无法用常规控制方案实现,因此我们采用DCS上的控制算法组态语言实现。
3.1串级调节方案
PVC聚合釜温度的控制在反应过程中基本上采用了釜内温度与夹套温度的串级调节方案,以聚合釜内温度为主调参数,夹套温度为副调参数。采用夹套温度副回路,可以使冷却水阀前压力和温度等扰动都能很快地克服,即温度副回路起迅速的粗调作用,温度主回路起进一步的细调作用,同时用户考虑冷却水温度较高,控制效果不理想,参照70m3的温控原理,采用内冷单独控制方式。
3.2先进控制方案
针对常规串级控制方案不能有效实现控制目标,我们可以采用我们采用类似于传统的串级PID控制形式的串级预测函数控制方法进行控制。
六、 控制实施效果
按照以上悬浮法工艺介绍的控制模式,采用单元顺控模块方式在福州某厂6台30m3聚合釜生产装置上投入使用,实现了PVC生产的全自动控制,实现了预期的控制方案,取得了良好的控制效果。它的成功应用使6台聚合釜具有很强的协调调度功能,大大缩短了加料和出料回收时间;同时系统稳定、安全可靠,自动化程度得到了很大的提高,控制精度达到拐点±0.5℃,保温±0.2℃。
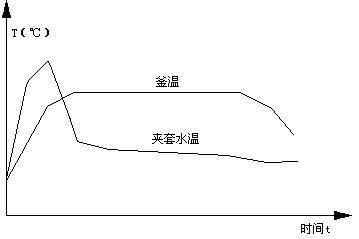
悬浮法聚合控制曲线