



一、前言
2000t/d水泥生产线设中央控制室一座,系统主机设备、工程师站、操作站设置在中央控制室,根据生产控制和管理要求设工程师站、操作站和现场控制站,一般分为原料粉磨现场控制站(包括原料磨、原料调配、联合储库),烧成窑尾现场控制站(包括窑尾、废气处理、煤磨)烧成窑头现场控制站、水泥粉磨现场控制站(包括水泥磨、熟料库底、水泥库顶)。
根据实际情况各主控制站可带远程控制站.2000t/d干法水泥生产线(不含矿山,包装)一般有2500左右个控制点,其中开关量1800点左右,模拟量700点左右.所以说水泥生产线以逻辑控制为主.可根据工艺情况在上位机用梯形图或其他逻辑控制语言编制逻辑控制程序.一般是逆流程启动、顺流程停车。
现场控制站完成顺序逻辑控制和设备间的联锁、数字量和模拟量的数据采集处理、PID回路的控制等。
水泥厂的逻辑控制包括组启动、组停车、紧急停车、故障复位,设备之间的联锁、设备内部联锁等。
操作员工作站通过CRT和键盘完成生产过程的监控和操作,用电设备的备妥,运行,故障等状态的显示,生产过程参数的显示、设定、报警、记录和优化等控制。各种故障报警及工艺参数可由打印机打印出来。
网络系统完成各操作员工作站,各现场控制站之间数据传输以及其它控制系统计算机双向数据通讯等。
二、开关量控制原理
(1)用电设备控制原理
水泥行业的控制以逻辑控制为主,主要是控制现场用电设备的顺序启停,以及设备之间、主机设备自身的联锁。用电设备的控制原理图如下所示,给DCS一个DI(运行)信号,表示用电设备已经在现场运行起来。
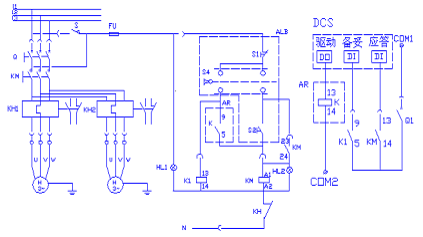
用电设备控制原理图
(2)DCS系统控制方式
由于DCS系统对设备进行控制有两种模式,一是所谓”集中优先”模式,另一种是所谓”机旁优先模式,下面仅就”机旁优先”模式做一简单介绍.
三、工艺介绍及自动调节回路设计
根据工艺流程,对各现场站工艺进行简单介绍。并根据实际情况,对较关键的测点设计了自动调节回路,概述如下:
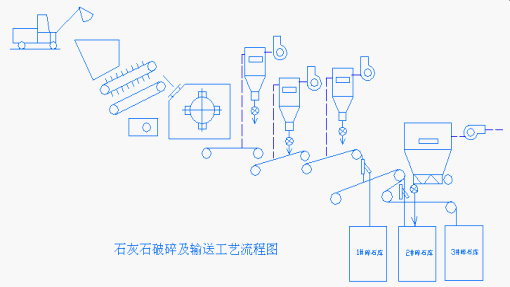
石灰石破碎及输送系统
一. 工艺流程简介
从矿山下来的石灰石被卸入石灰石破碎机前的料仓,料仓下的重型板式给料机将石灰石喂入单段锤式破碎机,被破碎后的合格物料通过尼龙胶带机送至转运站,再通过长钢芯胶带输送机送至电动三通溜子,可卸入1#碎石库或者卸到碎石库顶的槽型胶带输送机,通过电动翻板定点卸料器卸入2#碎石库或直接由槽型胶带输送机卸入3#碎石库.系统之间设备有联锁关系,一般是逆流程启动,顺流程停车.(大部分水泥厂矿山部分不纳入DCS系统,都由单独的系统来控制)
二. 自动调节回路
为使破碎机能够一直处在稳定的工作状态,板式给料机喂料设计有自动调节回路,当破碎机的电机功率超过设定值时板式给料机减少喂料量,使电机功率恢复设定值以下.反之,板式给料机增大喂料量,保证破碎机一直在设计的功率上下运行.
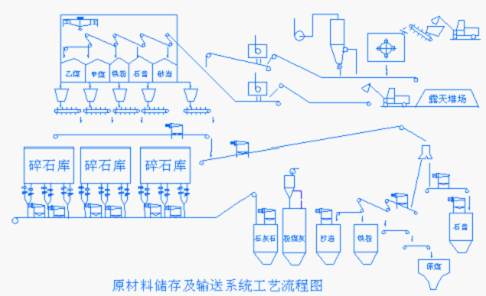
原材料输送系统
一. 工艺流程简介
输送系统的工艺流程范围:从联合储库至原料调配站的砂岩和铁粉、至水泥调配站的石膏、至原煤仓的原煤输送系统以及碎石库底至原料调配站的石灰石输送系统。
石灰石输送
石灰石是由碎石库底振动定量给料机从库中卸出,落至胶带输送机上,输送到原料调配站石灰石库顶。碎石库底有6台袋收尘器对各下料点进行收尘,原料调配站石灰石库顶设有一台袋收尘器对胶带输送机头部卸料的粉尘气体净化。
砂岩输送
砂岩是从联合储库的砂岩料仓中通过板式喂料机卸出,落至胶带输送机上,经胶带输送机、气动分料阀、胶带输送机输送到原料调配站砂岩库中,在板喂机的下料点、各转运站、砂岩库顶都设有收尘器,共4台
铁粉输送
铁粉是从联合储库的铁粉仓中通过板式喂料机卸出,落至胶带输送机上,经胶带输送机、气动分料阀,从胶带输送机的第二个电动翻板定点卸料器卸入原料调配站的铁粉仓中。
原煤输送
原煤分甲煤、乙煤两种,根据化验室提供的配比,通过板式喂料机从联合储库的甲煤、乙煤仓中卸出,落至胶带输送机上,经胶带输送机、气动分料阀,从胶带输送机的第一个电动翻板定点卸料器,卸至胶带输送机上,再通过胶带输送机输送至煤粉制备系统的原煤仓中。
石膏输送
石膏是从联合储库的石膏仓中通过板式喂料机卸出,落至胶带输送机上,经胶带输送机、气动分料阀,胶带输送机的输送至水泥调配站的石膏仓中。在板喂机的下料点、两个转运点、石膏库顶设有收尘器。
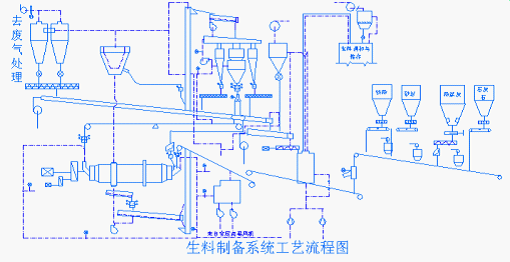
生料制备系统
一. 工艺简介
生料制备系统的工艺流程范围:始自原料调配站的库底,止于生料均化库的库顶,包括原料调配及输送,包括原料粉磨、生料输送入库。
储存于原料调配站的石灰石、石英砂岩、铁粉、粉煤灰四种原料,按质量控制系统自动或人工预先设定的配比,由各自的喂料机从库中卸出,送到混合料胶带输送机上,经锁风喂料机进入原料磨。
磨机的烘干热源采用来自废气处理的窑尾废气。在烧成系统没有生产时,备有辅助热源。
经烘干的物料,一部分细颗粒随气流进入粗粉分离器,大部分物料从中卸仓经卸料装置排除磨外。
排出磨外的物料经翻板阀、空气输送斜槽、斗式提升机、空气斜槽进入旋风式选粉机。在旋风式选粉机中,依靠机械和空气两种方式选粉,将满足细度要求的生料选出,由选粉机的六个旋风筒收集下来,经重锤翻板阀进入螺旋输送机。与此同时,将细度不合格的粗粉从粗粉排料口排出。经重锤双翻板阀后,由电动分料阀分成两部分,较少的部分由皮带秤、冲击式流量计、单向锁风阀直接进入磨头。大部分由胶带输送机送到细磨仓进行细磨,粉磨后的物料排到中斜仓。废气带着一部分物料从中卸仓上方进入粗粉分离器。
出磨气体首先经过粗粉分离器分离出粗粉。这部分粗粉经溜子和重锤翻板阀送到斗式提升机中。而细粉则和气体一起进入细粉分离器。为了防止选粉机系统细粉循环,减少风叶磨损,由选粉机放出一部分气体,这部分气体也进入细粉分离器。分离粉尘后的气体,经离心通风机排至废气处理电收尘入口的管道。被细粉分离器收集下来的细粉,经刚性叶轮给料机送至螺旋输送机,与选粉机选下合格成品一起进入空气输送斜槽,生料经空气输送斜槽、气力提升泵送至生料均化库顶直接入库。
自动调节回路
为了更好地提高设备运转率,保障安全生产,减少操作人员的劳动强度,在控制系统中对磨机负荷调节采用自动调节回路.概述如下:
石灰石库、粉煤灰库、砂岩库、铁粉仓的下料量分别由四台电子计量装置控制和计量。四台电子计量装置下料总量由生料控制系统来调节。
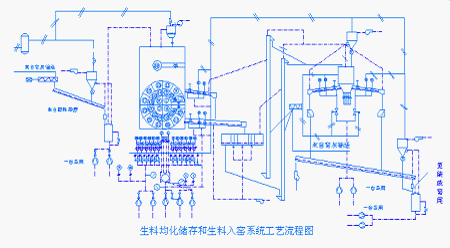
生料均化储存和生料入窑系统
一. 工艺简介
1.生料均化与储存系统简介
来自生料制备的生料,由气力提升泵送入生料库。该气力提升泵由设在库底的两台罗茨风机提供气源。
生料在均化库中均化,主要是通过对生料进行充气松动、搅拌、重力均化来实现。库内充气区域主要有4部分组成:环型区、搅拌区、搅拌区顶部冲气区和卸料区。环型区冲气装置被分为12个扇型区,来自两台罗茨风机的压缩空气通过各扇型区的管道按规定顺序和时间间隔,其顺序和时间间隔由计算机程序控制管道上的电磁阀开闭来实现。来自罗茨风机的压缩空气通过一台四嘴分配阀以一定的顺序和时间间隔送到搅拌区的四个扇型区,其中一个扇型区为强冲气区,其余三个为弱冲气区。当搅拌区某一扇形区冲强气时,其余三个扇形区必须同时冲弱气,保持同步。
生料库顶设有收尘器,用来处理气力输送及库内冲气系统的含尘气体,净化后的气体由风机排入大气。
2.生料入窑系统简介
生料库侧开有两个卸料口。正常生产时,生料由上卸料口卸出,电动流量控制阀可控制生料的卸料量。卸出的生料经空气斜槽、提升机送入称重仓中。称重仓上设有压力传感器,可以控制库侧电动流量阀门的开度,调节卸料量,以保证称重仓中的料位相对稳定,确保固体流量计的准确性。来自废气处理系统的回灰由螺旋输送机送到提升机中也一并进入称重仓中。
称重仓中的生料,在罗茨分机提供气体的松动下,产生流态化,从卸料装置卸出仓外,经卸料溜子送到固体流量计进行计量。然后进入空气输送斜槽,进入气力提升泵,再由泵送入窑尾预热器中。
本系统设置两台袋收尘器,用于处理系统中的含尘气体。
二. 自动调节回路
为了更好地提高设备运转率,保障安全生产,减少操作人员的劳动强度,在控制系统中对入窑生料调节、库侧卸料采用自动调节回路.
(1) 入窑生料自动调节回路
利用固体流量计的反馈值自动调节称重仓下电动流量阀的开度,使入窑的生料保持稳定。
(2) 库侧卸料自动调节回路
利用称重仓的仓重信号自动调节生料库侧电动流量阀的开度,使称重仓的料量保持稳定,从而保证称重仓下料量的稳定
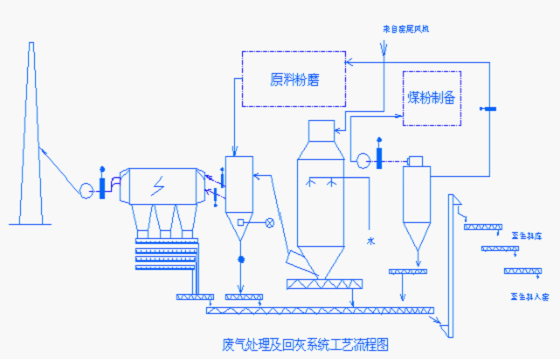
废气处理系统
一.工艺简介
废气处理系统是与烧成系统原料粉磨系统及煤粉制备系统分不开的,只要烧成系统和原料粉磨系统两者有其一、或两者同时运行,废气处理系统均需运行。
出窑尾高温风机的气体分成三部分进入各自的系统:一部分经过旋风收尘器过滤后,由高温鼓风机吹入煤磨系统作烘干和风扫煤粉之用,一部分进入原料粉磨系统、另一部分则到了增湿塔、汇风箱、窑尾电收尘器,排入大气,为了提高电收尘器的收尘效率,应使进入电收尘器的粉尘比电阻在105-5*1010Ω.CM之间.由于窑尾废气中粉尘的比电阻较高,增加其湿度可以提高其导电性,降低比电阻.另外由于出窑尾的废气为320℃左右,如此高的温度也超过电收尘器所能承受的温度范围,因此有必要在窑尾废气进电收尘器前调节其温度,收尘器回收的粉尘由绞刀、斗提送至生料均化库.也可进入生料入窑系统提升机直接喂入窑中。
二. 自动调节回路
增湿塔的喷水量一方面关系到电收尘器的收尘效果,但喷水量过多会造成“湿底”,排灰困难。甚至会影响到生料入窑的稳定。因此保持适当的喷水量是废气处理系统中非常重要的环节。本系统中设置了喷水量自动控制回路。通过增湿塔气体温度变化来控制增湿塔喷水量的多少。
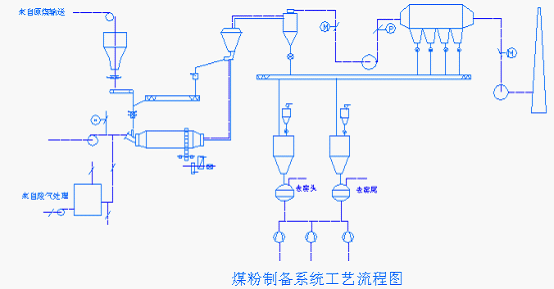
煤粉制备系统
一. 工艺流程简介
煤粉制备系统的工艺流程范围:始自原煤仓底止于煤粉仓顶。
原煤仓中碎煤经棒形闸门、定量给料机、电动双翻板阀进入磨机。通过调节定量给料机转速可以定量地控制入磨原煤量。
用于烘干原料水分的热源来自窑尾废气,经高温风机送入煤磨,通过调节入磨冷风阀来控制风温(控制在250~300℃)。当烧成系统未投入运行之前,可采用热风炉的热风。
碎煤经烘干、粉磨。出磨气体带着煤粉经粗粉分离器除去粗粉、进旋风收尘器。而分离下来的粗粉经锁风阀、螺旋输送机返回磨头入磨。废气经旋风收尘器后,大部分细粉已被收集下来。废气及未收下的细粉由煤粉通风机送入电收尘器进行净化处理。达到国家排放标准后,由离心风机排入大气。
旋风收尘器收下的煤粉经卸灰阀卸入螺旋输送机。电收尘器收下的煤粉经刚性叶轮给料机卸入螺旋输送机。螺旋输送机将煤粉送入煤粉仓贮存。
通过调整回转卸料器的转速,可使煤粉同时均衡地进入两个煤粉仓。
为了电收尘器、煤粉仓发生火灾,每一处都设有CO2灭火装置。
二.自动调节回路
为了更好地提高设备运转率,保障安全生产,减少操作人员的劳动强度,在控制系统中对磨机出口温度和磨机负荷采用计算机控制自动调节回路:
1.出磨气体温度的自动控制
出磨气体温度直接关系到出磨成品水分和系统安全运转问题。为了确保生产出合格的煤粉,同时还要保证系统温度不能过高,控制系统中设置了磨机出口气体温度自动控制回路,通过改变磨机进口冷风阀门开度控制磨机出口气体温度稳定(见图1)。
2. 磨机负荷自动控制
煤粉仓内煤粉量变化过大会影响煤粉喂料部分计量精度,在正常生产中煤粉仓中煤粉量应尽量恒定,同时也要保证磨机的正常安全运转。防止“满磨”。控制系统中设置了由磨机电耳信号自动调节磨头定量给料机喂料量的自动控制回路
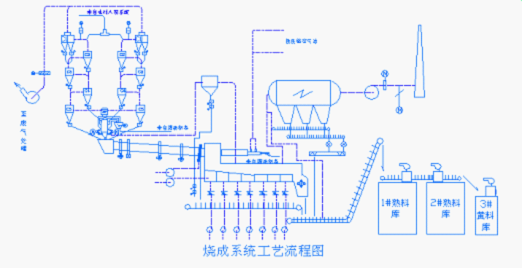
烧成系统
一. 工艺简介
生料均化库内均化好的生料,经库侧卸料装置、空气输送斜槽、提升机进入称重仓。称重仓底部设有卸料装置,从称重仓卸出的生料,经固体流量计计量之后,通过空气输送斜槽、气力提升泵,送到窑尾预热器二级至一级旋风筒的连接风管内。
生料在预分解系统内进行预热、脱水、分解,经过旋风预热器和DD型分解炉,进入回转窑。物料在窑内进行一系列物理、化学反应。最终形成了高温熟料。高温熟料经蓖式冷却机冷却。冷却后熟料经熟料破碎机破碎后,由拉链机送至熟料库中贮存。被熟料加热的空气一部分作为二次风入窑,一部分作为三次风通过三次风管进分解炉,其余气体经窑头冷却机,电收尘器净化后,由离心风机经烟囱排向大气。窑尾废气一部分作煤磨系统的热源,其余排至窑尾袋收尘器净化后排放。
窑头(尾)的煤粉,来自煤粉制备的煤粉仓,煤粉由煤粉仓卸至计量设备(如转子秤,固体流量计等)。计量过的煤粉再由罗茨风机分别送到窑头(尾)的煤粉燃烧器。
(1)自动调节回路
为了更好地提高设备运转率,保障安全生产,减少操作人员的劳动强度,在控制系统中对烧成系统采用若干计算机控制自动调节回路:
(2)窑头负压自动控制
根据窑头负压自动调节电收尘器排风机进口阀门开度,以控制窑头二次风量,窑尾三次风量,窑头废气量三者的平衡。从而达到稳定煅烧和冷却熟料的目的。
(3)蓖式冷却机自动控制
1. 根据各室冷却风机风量自动调节风机进口阀门开度。
2. 冷却机喷水的自动控制。
为了保证电收尘器正常运行,保证收尘效率,通过冷却机喷水可以降低出冷却机废气中粉尘的比电阻,冷却机喷水开停由电收尘入口稳定控制。
(4)分解炉喂煤量控制
五级筒出口气体温度自动调节分解炉喂煤量。
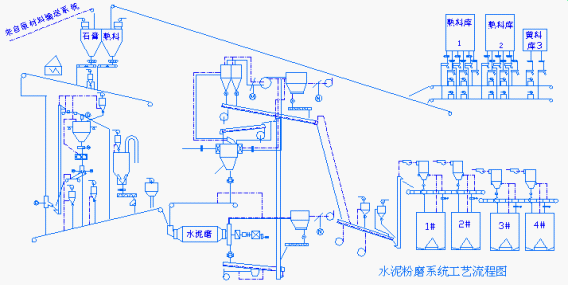
水泥粉磨系统
一. 工艺流程简介
水泥粉磨系统的工艺流程范围:始自水泥调配站库底,止于水泥库顶,包括水泥调配及输送、水泥粉磨、水泥输送入库。同时把熟料库底至水泥调配站的熟料输送归入本系统。
水泥粉磨系统的供料由调配站过来,调配站设有熟料、石膏库,作为混合材料粉煤灰储存于粉煤灰库中,粉煤灰库位于辊轧机房和水泥磨房之间,根据在中央控制室设定的三种物料的配比及喂料总量,熟料和石膏由各自的喂料机从库中卸出,经混合料胶带机送至水泥粉磨系统。在水泥调配站内设有一台袋收尘器。
本水泥粉磨系统采用辊压机加管磨机的预粉磨系统。该系统由两部分组成:一部分由辊压机喂料仓、辊压机、提升机等组成的带边料循环的水泥熟料挤压粉磨系统;另一部分是由水泥粉磨、提升机、选粉机细粉分离器、循环风机、高效袋收尘器等组成的水泥闭路粉磨系统。为了考虑有三种物料配好后直接入磨进行粉磨的可能,在进入粉磨系统前设有一台气动三通分料阀。为了保证辊压机的正常工作,混合材粉煤灰不进入辊压机系统,与辊压机挤压粉磨后的料饼一起入水泥磨。
熟料和石膏的混合料经过提升机、胶带输送机、输送至辊压机喂料仓。在入喂料仓之前,为了确保排铁,在胶带输送机上设有金属探测器和入仓前设有气动翻板阀,如果探测到混合料中有铁件,气动翻板阀动作,通过旁路落至入磨皮带上。喂料仓设有荷重传感器,以保持仓内料位,满足辊压机的过饱和喂料要求。
从辊压机喂料仓卸出的物料,通过辊压机的喂料装置喂入辊压机,物料通过挤压、碾磨而形成料饼。由于辊压机会产生“边缘效应”,辊压机下设一分料阀,分出来的边料落至胶带输送机,经提升机回到辊压机喂料仓,所以这是一个带边料循环的辊压机系统。比较好的中料料饼落至入磨胶带输送机,与经螺旋喂料机卸出,通过冲板流量计计量的粉煤灰一起进入水泥磨。
在辊压机系统的各个下料点,设有三台袋收尘器对含尘气体进行净化,在粉煤灰库底的下料点,设有一台袋收尘器净化含尘气体。
经水泥磨粉磨后的物料经重锤翻板阀、空气输送斜槽、清渣装置进入提升机,物料提升至空气输送斜槽,输送到高效选粉机中进行选粉。
喂入选粉机的物料,最后选下的粗粉经灰斗出料口排出,排出的粗粉经重锤单翻板阀,胶带输送机送回磨头再次粉磨。
含有水泥成品的气体出选粉机后,经细粉分离器分离收集的成品进入成品斜槽,含少量粉尘的气体经过循环风机后,大部分作为一次风回到选粉机,少部分的含尘气体通过高效袋收尘器的净化放出系统排入大气,以达到国家要求的粉尘排放浓度,收下的粉尘经螺旋输送机也进入成品斜槽。
本系统磨机采用单独通风,即出磨气体由气箱式脉冲袋收尘器净化后,经排风机排入大气。袋收尘收下来的粉尘,由螺旋输送机送回斗式提升机,随同出磨物料一起进入选粉机进行选粉。
系统水泥成品经空气输送卸槽,水泥库侧提升机提升至水泥库顶,再经双排链埋刮板输送机送进水泥库,通过控制矩形电动推杆闸门的开关来选择进入不同的水泥库。
在空气输送斜槽中部,提升机的进料口处,设有袋收尘器,可以及时排出和净化卸槽料室内的多余气体,保证料室内有适当的负压,确保水泥输送的顺畅,在水泥库顶均设有袋收尘器净化气体。
熟料库顶至水泥调配站库顶的熟料输送系统是通过熟料库和黄料库底的振动给料机给料,落至耐热胶带输送机上,经过耐热胶带输送机输送到水泥调配站的熟料库顶。在熟料输送的各个下料点均设有袋收尘器进行收尘。
二. 自动调节回路
为了更好地提高设备运转率,保障安全生产,减少操作人员的劳
动强度,在控制系统中采用计算机与参数自动调节回路相结合的方式:
(1) 根据辊压机喂料仓的料位来调节熟料和石膏的喂料量
(2) 根据磨音信号和出磨提升机的功率控制入磨喂料量
水泥旋窑生产线集中监控系统
一.系统概况
水泥旋窑生产线集中监控系统的测控范围主要包括生料磨、烧成窑尾、烧成窑头、水泥磨等重要工艺流程。该系统主要由中央控制室的操作站、中央控制站、现场电气控制室的现场控制站以及工业通讯网络等几大部分组成。系统操作站与服务器通过ETHERNET相连,服务器通过工业以太网与PLC控制站相连接,而控制站又通过高速LAN局域与现场控制站相连接,它们构成了自动化控制系统的操作控制级和过程现场级等三级工业通讯网络,实现了系统实时数据通讯。
11.1 中央控制室和现场控制站的设置
1.1 中央控制室(CCR)
一般此类工程设中央控制室(CCR)一个,在中央控制室,操作员通过CRT集中监视、管理,操作生产工艺过程,掌握生产工艺过程的现状和趋势,完成生产过程的控制,达到生产工艺稳定、可靠运行的目的。
基本配置:
操作员站4套(包括:主机,键盘、鼠标,CRT等。)
工程师站1套(包括:主机,键盘、鼠标,CRT等。)
报警及事件打印机1台
高速数据通讯光纤网络(根据需要可作冗余配置);
系统软件和编程组态软件;
系统功能:
操作站互为冗余配置,均能独立监控整个生产过程。操作站具有以下功能:
工艺设备运行状态显示;工艺流程动态参数显示;有关参数趋势显示,历史数据显示,记录等功能。
过程控制回路参数设定值的打印;事故报告打印;班报,月报打印等功能。
应具有报警优先权,可在当前画面显示任何报警提示;
在操作组内应有启动、停车、再启动和选择等软手操功能,通过键盘或其他方式对马达进行组启动/停止,也可启/停单台马达以及事故紧急停车等功能。
编程、组态、调试和修改等由工程师站完成。工程师站与一台操作站共用主机应配备丰富的相关软件,组态、编程方便。